- nr 8, zaolin väg,
longxiang street,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- NedladdningarPDF-broschyrer
En stålspirals resa börjar långt innan den kommer till en fabrik eller byggarbetsplats. Det börjar med råvaror - järnmalm, kokskol och kalksten - som matas in i en masugn där de smälts till flytande tackjärn vid temperaturer som överstiger 2 700 ° F (1 480 ° C). Det smälta järnet överförs sedan till en basisk syrgasugn (BOF) eller elektrisk ljusbågsugn (EAF), där föroreningar avlägsnas och kolhalten noggrant justeras för att producera flytande stål med önskad sammansättning.
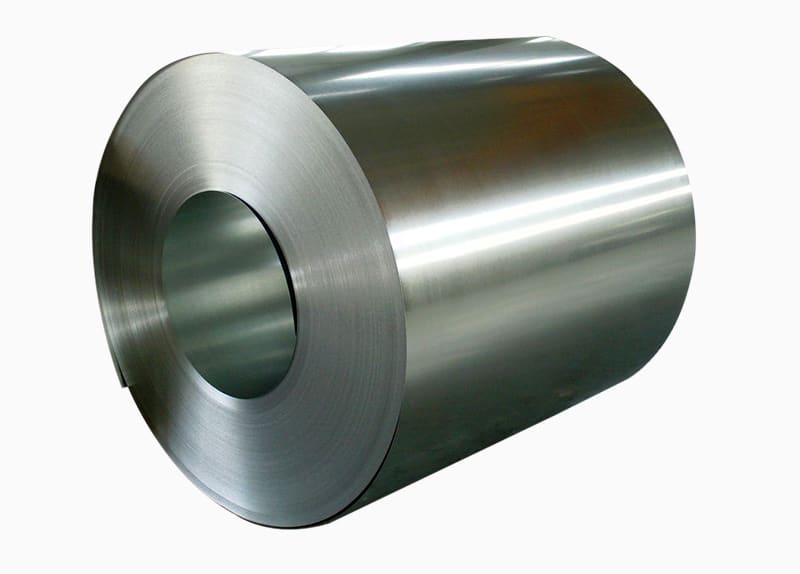
Det flytande stålet gjuts kontinuerligt till tjocka plattor - vanligtvis 200 till 250 mm tjocka och upp till 2 meter breda. Dessa plattor är utgångspunkten för alla platta valsade stålprodukter, inklusive ringar. Efter gjutning bearbetas plattorna antingen omedelbart eller återupphettas i en plattåteruppvärmningsugn innan de går in i varmbandsbruket, den utrustning som är mest direkt ansvarig för att producera varmvalsade stålrullar.
I varmbandsbruket pressas den återuppvärmda plattan successivt mellan en serie valsställ, var och en minskar tjockleken medan bandet förlängs och ökar hastigheten. När remsan lämnar avslutningsställen kan den färdas i hastigheter på 80 km/h eller mer och har reducerats från en 250 mm platta till en remsa så tunn som 1,5 mm. Remsan kyls sedan på ett utloppsbord med hjälp av kontrollerade vattensprayer innan det lindas upp till en spole av en downcoiler. Upprullningstemperaturen hanteras noggrant eftersom den direkt påverkar slutproduktens mikrostruktur och mekaniska egenskaper.
Varmvalsade ringar kan säljas direkt för många applikationer, men för användningar som kräver snävare toleranser, bättre ytkvalitet eller högre hållfasthet krävs ytterligare bearbetning. Den varmvalsade spolen betas först - passeras genom ett bad av salt- eller svavelsyra - för att avlägsna oxidskalet från ytan. Detta ger en betad och oljad (P&O) rulle, som kan användas direkt eller skickas vidare till kallvalsning.
I kallvalsverket reduceras det betade bandet ytterligare i tjocklek vid rumstemperatur, vanligtvis med 50–90 % av dess inkommande tjocklek. Detta förbättrar dramatiskt planhet, ytfinish och dimensionell precision, samtidigt som den ökar sträckgränsen genom arbetshärdning. Den kallvalsade spolen glödgas sedan - värms upp i en ugn med kontrollerad atmosfär - för att återställa duktiliteten som förloras under kallbearbetning. Moderna kontinuerliga glödgningslinjer kan bearbeta spolar med hög hastighet, medan batchglödgning (med klockugnar) används för produkter som kräver ett mycket mjukt temperament.
Efter glödgning går kallvalsade rullar vanligtvis genom en härdvalsningspassage – en lätt minskning på cirka 0,5–2 % – vilket eliminerar sträckgränsens förlängning (ett fenomen som skulle orsaka ytmarkeringar som kallas Lüders-linjer under formningen) och finjusterar remsans ytfinish och planhet. Spolar med planhetsdefekter kan också bearbetas genom en spänningsutjämningslinje, som sträcker remsan för att ta bort vågor, spoluppsättning eller armborst.
En stor del av stålrullar som används över hela världen får en skyddande eller dekorativ beläggning innan de når slutanvändaren. Beläggningslinjer är kontinuerliga, höghastighetsoperationer där stålbandet rengörs, förbehandlas, beläggs och torkas eller härdas i en enda passage genom linjen. Den typ av beläggning som appliceras bestämmer korrosionsbeständigheten, formbarheten, målbarheten och ytutseendet hos slutprodukten.
I en kontinuerlig varmförzinkningslinje rengörs och glödgas stålbandet i en skyddande atmosfär innan det sänks ned i ett bad av smält zink vid cirka 460°C. När remsan lämnar zinkkrukan blåser luftknivar bort överflödig zink för att kontrollera beläggningens tjocklek. Zinkbeläggningens vikt – uttryckt i gram per kvadratmeter (g/m²) – sträcker sig från Z60 (60 g/m²) för lätta interiörer till Z275 (275 g/m²) för krävande utomhus- eller strukturella användningar. Zinken binder metallurgiskt till stålytan, vilket ger barriärskydd samt katodiskt (offer)skydd som förhindrar rost från att spridas även om beläggningen är repad.
Coil coating är en av de mest effektiva målningsprocesserna i tillverkningen. Stålbandet går genom en serie kemiska förbehandlingssteg, applicering av primer och applicering av topplack med rullbeläggningar, med härdningsugnar mellan varje steg. Hela processen sker i en enda kontinuerlig passage med bandhastigheter på upp till 200 meter per minut. Resultatet är en förmålad stålspole med en mycket konsekvent, hållbar finish som eliminerar behovet av eftertillverkningsmålning. Beläggningar inkluderar polyester, PVDF (polyvinylidenfluorid), SMP (kiselmodifierad polyester) och plastisol, som var och en erbjuder olika avvägningar när det gäller flexibilitet, UV-beständighet och kemisk beständighet.
Stålspolar är graderade enligt nationella och internationella standarder som definierar acceptabel kemisk sammansättning, mekaniska egenskaper, dimensionella toleranser och ytkvalitet. De viktigaste standardsystemen du kommer att stöta på är:
| Standardsystem | Ursprung | Vanliga betygsexempel | Typisk användning |
| JIS (japansk industristandard) | Japan | SPCC, SPCD, SGCC, SGHC | Fordon, vitvaror, konstruktion |
| SV (europeisk norm) | Europa | DC01, DC04, DX51D, S355 | Allmän formning, strukturella, belagda produkter |
| ASTM (American Society for Testing and Materials) | USA | A1008, A1011, A653, A36 | Bygg-, industri-, galvaniserade produkter |
| GB (Guojia Biaozhun) | Kina | Q235, Q345, ST12, ST14 | Strukturell, kallformning, ritning |
Många av dessa betygsbeteckningar är i huvudsak likvärdiga när det gäller materialprestanda, även om namnkonventionerna skiljer sig åt. Till exempel är JIS SPCC, EN DC01 och ASTM A1008 CS Typ B alla kallvalsade stål av kommersiell kvalitet med i stort sett liknande egenskaper. När du arbetar över internationella leveranskedjor, begär alltid korsreferensdokumentation eller be din metallurg bekräfta likvärdighet innan du byter ut betyg.

Stålspolar är ryggraden i modern tillverkning. Den stora mångsidigheten hos plattvalsat stål – i dess olika former, kvaliteter och beläggningar – innebär att det dyker upp i praktiskt taget alla sektorer av ekonomin. Här är en titt på de viktigaste tillämpningsområdena:
Bilindustrin är en av de största konsumenterna av stålspolar i världen. Kallvalsade och galvaniserade spolar är stansade i karosspaneler, dörrskinn, huvar, fendrar och strukturella förstärkningar. Spolar av höghållfast och ultrahöghållfast stål (UHSS) – med sträckgränser som överstiger 600 MPa – används i allt större utsträckning i säkerhetskritiska delar som B-stolpar, dörrbalkar och stötfångarförstärkningar, där de absorberar krockenergi samtidigt som de tillåter biltillverkare att minska vikten och uppfylla bränsleekonomismålen.
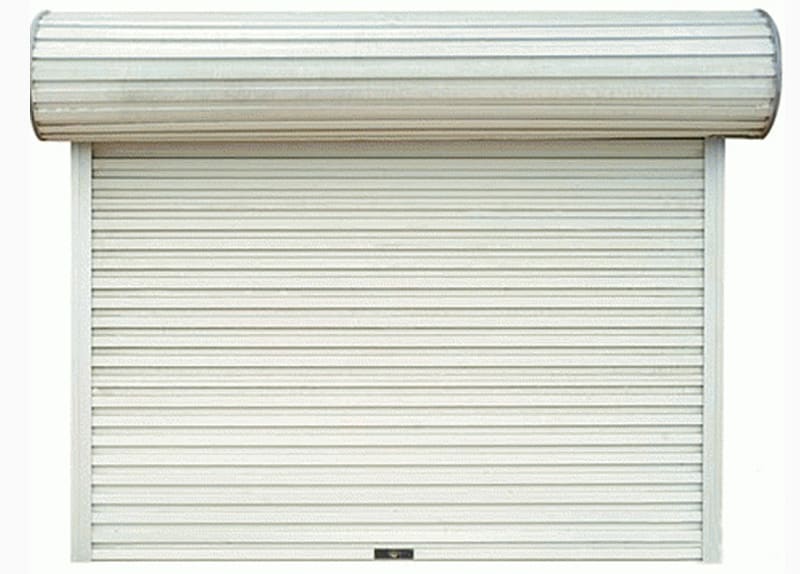
Färdigmålade och galvaniserade stålspolar rullformas till takpaneler, väggbeklädnad, räfflor, stålramsreglar och beslag. Varmvalsade konstruktionsspolar skärs och formas till ihåliga sektioner, vinklar och kanaler som används i stålramsbyggnader, lager och industriella strukturer. Byggsektorns efterfrågan på belagda spolar drivs starkt av behovet av långvariga byggnadsskal med lågt underhåll i alla klimatförhållanden.
Tvättmaskinstrummor, kylskåpsskåp, ugnsfoder och luftkonditioneringshöljen är alla gjorda av kallvalsade eller förmålade stålspolar. Vitvaruindustrin kräver jämn ytkvalitet och snäva tjocklekstoleranser för att säkerställa att paneler kan formas, svetsas och målas utan defekter. Fingeravtrycksresistenta belagda stålspolar – med en speciell ytbehandling som minimerar synliga fingermärken – har blivit allt mer populärt för förstklassig apparatfinish.
Plåt - kallvalsat stål belagt med ett mycket tunt lager av tenn - är en av de ursprungliga belagda stålprodukterna och förblir oumbärlig för mat- och dryckesburkar, aerosolbehållare och färgburkar. Stålet som används måste vara extremt tunt (så lite som 0,1 mm), mycket platt och fritt från ytdefekter för att bildas vid de höga hastigheterna hos moderna burktillverkningslinjer. Tennfritt stål (TFS), belagt med kromoxid istället för tenn, används också i stor utsträckning som ett kostnadseffektivt alternativ i icke-livsmedelsförpackningar.
Stålspolar spelar en växande roll inom energisektorn. Elektriska stålspolar — kisellegerade kallvalsade band med noggrant kontrollerade magnetiska egenskaper — stansas in i lamineringar för elmotorkärnor och transformatorkärnor. När elfordon och installationer för förnybar energi växer i antal, ökar efterfrågan på högeffektiva elektriska stålspolar. Monteringssystem för solpaneler, vindtornsektioner och rörledningsstål tillverkas också av platta rullade produkter.
Även från välrenommerade fabriker kan stålrullar bära defekter - vissa ärvts från ståltillverkningsprocessen, andra introduceras under valsning, beläggning eller lindning. Att känna igen dessa defekter hjälper dig att avgöra om materialet är lämpligt för användning, behöver nedgraderas eller måste avvisas. De vanligaste defekttyperna inkluderar:
Med hög rostskyddsprestanda är de populära inom bygg-, bi...

PPGI / PPGL COIL fullständigt namn är förmålad galvaniser...
Hamn: Zhejiang, Kina Fördelar med vår förmålade galvan...

TILLÄMPNING AV PPGI Konstruktion: Utanför: Verkstad, j...




