- nr 8, zaolin väg,
longxiang street,
tongxiang,zhejiang, Kina - +86 573 89381086[email protected]
- NedladdningarPDF-broschyrer
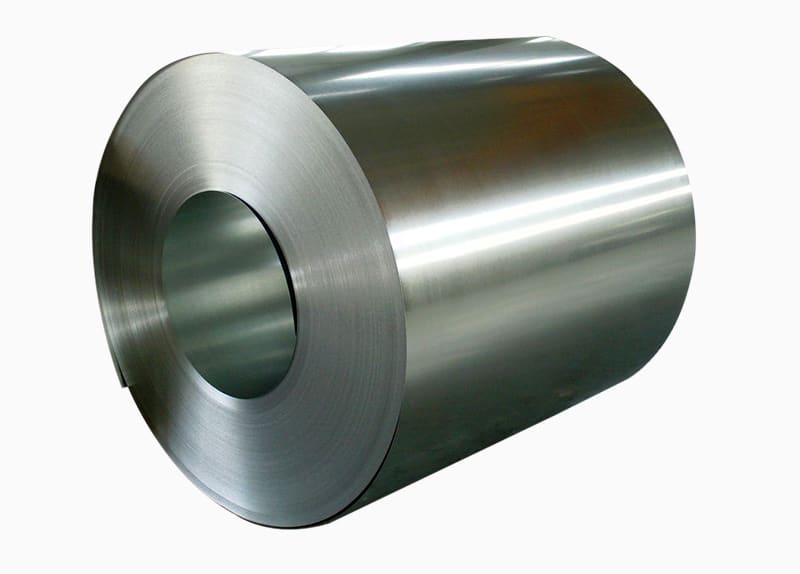
Varmvalsade stålrullar är en av de mest använda formerna av stål inom modern tillverkning och konstruktion. Dessa stora rullar av stålplåt tillverkas genom en högtemperaturvalsningsprocess som skapar ett mångsidigt material som lämpar sig för allt från byggnadskonstruktioner till bilramar. Om du arbetar med konstruktion, tillverkning eller metalltillverkning kan förståelse för varmvalsade stålrullar hjälpa dig att göra bättre materialval, kontrollera kostnaderna och uppnå överlägsna resultat i dina projekt.
Varmvalsade stålrullar skapas genom en tillverkningsprocess som omvandlar råstål till platta, flexibla plåtar lindade till massiva spolar. Beteckningen "varmvalsad" hänvisar till den temperatur vid vilken stålet bearbetas - över dess omkristallisationstemperatur, vanligtvis över 1700°F. Denna högvärmebearbetning är det som ger varmvalsat stål dess karakteristiska egenskaper och skiljer det från kallvalsade alternativ.
Tillverkningsresan börjar vid stålverket där råvaror, inklusive järnmalm, kol och kalksten, smälts samman i masugnar för att skapa smält stål. Denna flytande metall gjuts sedan till stora rektangulära plattor som kallas blooms eller billets. Dessa halvfabrikat kan väga flera ton och tjäna som utgångspunkt för varmvalsprocessen.
När plattorna väl har formats, värms de upp i specialiserade ugnar till temperaturer över 2000°F tills de lyser ljust orange eller gult. Denna extrema värme gör stålet formbart och redo att rullas. De uppvärmda plattorna passerar sedan genom en serie massiva valsverk som successivt minskar tjockleken samtidigt som längden ökar. Tänk på det som att kavla ut deg – varje gång genom valsarna gör stålet tunnare och längre.
När stålet passerar genom flera rullställningar, pressar högtrycksvalsar och formar det till allt tunnare plåtar. Antalet passager och trycket som appliceras bestämmer den slutliga tjockleken på spolen. Moderna bruk använder datoriserade kontroller för att upprätthålla exakta tjocklekstoleranser över hela spolens längd, som kan sträcka sig hundratals fot.
Efter att ha uppnått önskad tjocklek går den varma stålplåten genom kylbäddar eller vattensprayer för att sänka temperaturen på ett kontrollerat sätt. Denna kylprocess påverkar stålets slutliga mekaniska egenskaper och kornstruktur. Slutligen lindas det kylda stålet till täta spolar med hjälp av specialiserad lindningsutrustning. Dessa färdiga spolar kan väga allt från 10 till 30 ton och mäta 3 till 6 fot i bredd, redo för leverans till tillverkare och tillverkare över hela världen.
Varmvalsade stålrullar har distinkta fysikaliska och mekaniska egenskaper som är ett direkt resultat av deras högtemperaturbearbetning. Att förstå dessa egenskaper hjälper dig att avgöra när varmvalsat stål är rätt val för din applikation.
Ytfinishen på varmvalsat stål är en av dess mest kända egenskaper. Eftersom stålet bearbetas vid höga temperaturer bildas ett lager av järnoxidbeläggning på ytan under kylningen. Denna skala ger varmvalsat stål dess karakteristiska grova, något gropiga utseende och mörkgrå färg. Medan vissa applikationer kräver att man tar bort denna skala genom betning eller kulblästring, omfattar många användningsområden denna industriella finish som den är.
Dimensionstoleranser i varmvalsat stål är i allmänhet lösare än kallvalsade alternativ. Högtemperaturbearbetningen gör det utmanande att upprätthålla extremt snäva tjockleks- och breddspecifikationer. Typiska tjocklekstoleranser sträcker sig från ±0,030 till ±0,060 tum beroende på materialtjocklek och kvalitet. För applikationer som kräver exakta dimensioner kan kallvalsat stål eller ytterligare bearbetning vara nödvändigt.
De mekaniska egenskaperna hos varmvalsat stål inkluderar god duktilitet och formbarhet, vilket gör det lämpligt för bockning, stansning och andra tillverkningsprocesser. Materialet uppvisar måttlig draghållfasthet, vanligtvis från 400 till 550 MPa beroende på den specifika kvaliteten. Sträckgränsen varierar på liknande sätt baserat på sammansättning och bearbetningsparametrar. Dessa egenskaper gör varmvalsade rullar idealiska för strukturella applikationer där hög hållfasthet i kombination med bearbetbarhet är avgörande.
Inre spänningar är minimala i varmvalsat stål eftersom materialet kyls naturligt efter bearbetning utan ytterligare kallbearbetning. Detta spänningsfria tillstånd gör varmvalsat stål mindre benäget att deformeras eller återfjädras under tillverkning, vilket är en betydande fördel vid formning av stora delar eller komplexa former.
Varmvalsade stålrullar finns tillgängliga i många kvaliteter och specifikationer utformade för olika applikationer och prestandakrav. Att välja rätt betyg säkerställer att ditt projekt uppfyller strukturella, formbarhets- och kostnadsmål.
| Betygsbeteckning | Primära egenskaper | Typiska applikationer |
| A36 | Allmänt konstruktionsstål, bra svetsbarhet, 36 ksi utbyte | Byggnader, broar, allmän tillverkning |
| ASTM A1011 | Varmvalsade kolstålplåtar, olika hållfasthetsnivåer | Bildelar, apparater, metallbyggnader |
| HSLA (A572) | Höghållfast låglegering, 50-65 ksi utbyte, förbättrad seghet | Tung utrustning, tryckkärl, konstruktionsstöd |
| SS årskurs 40 | Strukturell kvalitet, 40 ksi minsta utbyte, ekonomiklass | Inramning, icke-kritiska strukturella komponenter |
| CS typ B | Kommersiell kvalitet, måttlig formbarhet | Hyllor, kapslingar, lätta applikationer |
| DDS (ritkvalitet) | Utmärkt formbarhet för djupdragningsoperationer | Karosspaneler för fordon, komplexa formade delar |
Utöver dessa standardkvaliteter tjänar specialiserade varmvalsade ringar specifika industribehov. Vitringsstålsorter som A588 utvecklar en skyddande rostpatina som eliminerar behovet av målning i utomhusapplikationer. Nötningsbeständiga kvaliteter som AR400 eller AR500 ger exceptionell hårdhet för applikationer som dumperflak eller gruvutrustning där slitstyrkan är kritisk.
Tjockleksintervall för varmvalsade rullar sträcker sig vanligtvis från 0,050 tum (1,27 mm) upp till 0,500 tum (12,7 mm) eller mer, även om det vanligaste området ligger mellan 0,075 och 0,250 tum. Tunnare mått ger bättre formbarhet medan tjockare material ger större strukturell kapacitet. Bredden varierar från 24 tum till över 72 tum, där 48 och 60 tum är standardstorlekar som minimerar avfall i många applikationer.
Valet mellan varmvalsade och kallvalsade stålrullar representerar ett av de mest grundläggande besluten vid val av metall. Varje bearbetningsmetod skapar distinkta egenskaper som passar olika applikationer, och att förstå dessa skillnader förhindrar kostsamma misstag i materialspecifikationen.
Temperaturen under bearbetningen är den primära skillnaden. Varmvalsat stål formas vid temperaturer över 1700°F medan materialet förblir i ett uppmjukat tillstånd. Kallvalsat stål, omvänt, bearbetas vid rumstemperatur efter start med varmvalsade ringar. Denna kallbearbetning härdar stålet genom töjningshärdning och möjliggör strängare dimensionskontroll.
Ytkvaliteten skiljer sig dramatiskt mellan de två. Varmvalsat stål har den grova, skalade ytan som skapas av högtemperaturoxidation. Kallvalsat stål har en slät, ren finish med ett ljust utseende eftersom skalan tas bort under bearbetningen och materialet genomgår ytterligare efterbehandlingssteg. Om din applikation kräver målning, plätering eller ett polerat utseende, ger kallvalsat stål en bättre startyta.
Dimensionsprecision gynnar starkt kallvalsade produkter. Rumstemperaturbearbetningen tillåter tillverkare att hålla mycket snävare toleranser, med tjockleksvariationer så små som ±0,005 tum jämfört med ±0,030 tum eller mer för varmvalsade. Tillämpningar som kräver exakta passningar, konsekventa böjradier eller enhetligt utseende drar nytta av kallvalsat ståls överlägsna dimensionskontroll.
Kostnadsöverväganden gynnar i allmänhet varmvalsat stål eftersom det kräver färre bearbetningssteg och mindre energi att producera. Varmvalsade rullar kostar vanligtvis 10-20 % mindre än motsvarande kallvalsade material. För stora strukturella projekt där ytfinish och snäva toleranser inte är kritiska, ger varmvalsat stål avsevärda kostnadsbesparingar utan att ge avkall på prestanda.
Styrka och hårdhetsegenskaper skiljer sig på grund av bearbetningsmetoderna. Kallvalsat stål är hårdare och starkare än varmvalsat av samma kvalitet på grund av arbetshärdning vid kallbearbetning. Denna ökade hållfasthet kommer emellertid med minskad formbarhet, vilket gör kallvalsat stål mer benäget att spricka under svåra formningsoperationer. Varmvalsat ståls kombination av måttlig styrka och utmärkt duktilitet gör det idealiskt för applikationer som involverar betydande formning eller böjning.
Varmvalsade stålrullar fungerar som väsentliga råvaror inom praktiskt taget alla industrisektorer. Deras mångsidighet, styrka och kostnadseffektivitet gör dem oumbärliga för otaliga tillämpningar från massiva infrastrukturprojekt till vardagliga konsumentprodukter.
Byggbranschen representerar den största konsumenten av varmvalsade stålrullar. Konstruktionsstål för byggnader, broar och infrastruktur är starkt beroende av varmvalsade produkter. Tillverkare av metallbyggnader omvandlar varmvalsade rullar till väggpaneler, tak och strukturella ramelement. Materialets höga hållfasthet-till-vikt-förhållande gör det möjligt för ingenjörer att designa effektiva strukturer som minimerar materialanvändningen samtidigt som de uppfyller belastningskraven. Armeringsmaterial, stödbalkar och grundkomponenter börjar vanligtvis som varmvalsade rullar.
Biltillverkning förbrukar enorma mängder varmvalsat stål för fordonsramar, chassikomponenter och strukturella förstärkningar. Medan yttre karosspaneler vanligtvis använder kallvalsade eller belagda stål för ytkvalitet, innehåller den underliggande strukturen i de flesta fordon varmvalsat stål för dess styrka och formbarhet. Lastbilsramar, tvärbalkar och upphängningskomponenter drar särskilt nytta av varmvalsat ståls kombination av seghet och kostnadseffektivitet.
Rör- och rörtillverkningen börjar med varmvalsade rullar som skärs i remsor och formas sedan till runda eller formade profiler. Både svetsade och sömlösa rörtillverkningsprocesser använder varmvalsat stål som råmaterial. Olje- och gasledningar, konstruktionsrör, mekaniska rör och otaliga andra rörprodukter spårar sitt ursprung till varmvalsat stål.
Tillverkare av tung utrustning och maskiner förlitar sig på varmvalsat stål för allt från bulldozerblad till ramar för jordbruksredskap. Materialet tål missbruk av jordflyttningsutrustning, gruvmaskiner och industriell produktionsutrustning. Slitstarka varmvalsade kvaliteter utmärker sig särskilt i applikationer som involverar slag, nötning eller tunga belastningar.
Medan varmvalsade stålrullar kan användas i sitt valsade tillstånd för många applikationer, förbättrar olika ytbehandlingar prestanda, utseende eller korrosionsbeständighet. Att förstå dessa alternativ hjälper dig att specificera rätt ytförberedelse för dina specifika krav.
Betning tar bort kvarnskalet från varmvalsat stål genom ett kemiskt bad, vanligtvis med saltsyra eller svavelsyra. Denna process avslöjar rent stål under, vilket skapar en grå matt yta fri från oxidation. Efter betningen får stålet en lätt oljebeläggning för att förhindra rost under lagring och frakt. Betat och oljat varmvalsat stål, ofta kallat HRPO, ger en utmärkt yta för svetsning, målning eller vidarebearbetning. Det kostar något mer än standard varmvalsat men betydligt mindre än kallvalsat stål samtidigt som det erbjuder en renare startyta.
Varmvalsade rullar kan galvaniseras genom att doppa dem i smält zink för att skapa en skyddande beläggning. Detta galvaniserade varmvalsade stål, ofta kallat galvanealed när det värmebehandlas efter beläggning, ger utmärkt korrosionsbeständighet för utomhusapplikationer. Zinkbeläggningen offrar sig själv för att skydda det underliggande stålet från rost och oxidation. Galvaniserade varmvalsade spolar är populära för tak, sidospår, kanalsystem och alla applikationer som utsätts för väder eller fukt.
Mekanisk avkalkning genom kulblästring använder höghastighetstål eller keramiska partiklar för att fysiskt avlägsna kvarnskala och skapa en strukturerad ytprofil. Denna behandling förbereder stålet för beläggningsapplikationer genom att tillhandahålla en ruggig yta som förbättrar färgens vidhäftning. Kulblästring är vanligt för konstruktionsstål som ska fältmålas eller för applikationer som kräver specifika ytjämnhetsparametrar.
Många tillverkare applicerar färg eller pulverlack på varmvalsade ståldelar efter tillverkningen. Korrekt förbehandling av ytan inklusive rengöring, avfettning och ibland applicering av konverteringsbeläggningar säkerställer god färgvidhäftning och långvarigt korrosionsskydd. Pulverlackering har blivit allt mer populär för dess hållbarhet, miljöfördelar och breda färgval.
Att köpa varmvalsade stålrullar kräver förståelse för marknadsdynamik, prismekanismer och praktisk logistik som påverkar din totala anskaffningskostnad. Smarta inköpsstrategier kan generera betydande besparingar samtidigt som de säkerställer materialtillgänglighet när du behöver det.
Basmetallpriserna fluktuerar konstant baserat på global tillgång och efterfrågan, råvarukostnader och ekonomiska förhållanden. Stålpriserna anges vanligtvis per ton eller per hundravikt (cwt) och varierar beroende på region, fabrik och aktuella marknadsförhållanden. Viktiga faktorer som påverkar priserna inkluderar järnmalmskostnader, energipriser, skrottillgänglighet och internationell handelspolitik inklusive tullar och kvoter.
Tillägg och tillägg lägger till baspriset och kan avsevärt påverka totalkostnaden. Vanliga tillägg inkluderar legeringstillägg för specifika kemiska sammansättningar, storlekstillägg för icke-standardiserade bredder eller tjocklekar, kvantitetstillägg för små beställningar och bearbetningstillägg för speciella ytbehandlingar. Vissa bruk tillämpar också bränsletillägg, fraktavgifter eller andra avgifter som varierar med marknadsförhållandena. Begär alltid specificerade priser som bryter ut dessa komponenter så att du kan jämföra offerter korrekt.
Orderkvantitet påverkar dramatiskt enhetsprissättningen. Stålverk föredrar att producera stora serier av samma specifikation för att maximera effektiviteten, så små beställningar har vanligtvis premiumpriser. Brytpunkterna varierar beroende på fabrik, men beställningar på 20-40 ton eller mer kvalificerar generellt för bättre priser än mindre kvantiteter. Men balansera volymrabatter mot lagerkostnader och inkuransrisk – att köpa mer än du kan använda inom en rimlig tidsram kan motverka uppenbara besparingar.
Ledtiderna varierar beroende på om du beställer direkt eller från ett servicecenter. Mill-direct-order kräver vanligtvis 6-12 veckor för produktion och leverans, medan servicecenter lagerför vanliga storlekar för omedelbar tillgänglighet. Servicecenter lägger till påslag över brukspriserna men tillhandahåller värdefulla tjänster, inklusive skärning i längd, skärning och mindre minimikvantiteter.
Kontrakts- kontra spotköpstrategier erbjuder var och en fördelar. Långsiktiga kontrakt låser prissättningen för flera leveranser över månader eller år, vilket skyddar mot prisökningar men missar potentiellt möjligheter när priserna faller. Spotköp ger flexibilitet att ta tid på köp under gynnsamma marknader men utsätter dig för prisvolatilitet. Många företag använder hybridmetoder, kontrakterar för baslinjebehov medan spotköp för varierande efterfrågan.
Korrekt förvaring och hantering av varmvalsade stålrullar skyddar din investering och säkerställer att materialet förblir i gott skick fram till användning. Dessa massiva, tunga föremål kräver särskilda försiktighetsåtgärder för att förhindra skador, personskador och kvalitetsförsämring.
Batteriförvaring kräver tillräckligt med utrymme och ordentliga stödstrukturer. Förvara spolar upprätt på trä- eller metallsadlar som fördelar vikten jämnt och förhindrar punktbelastning som kan deformera spolen. Stapla aldrig rullar horisontellt eftersom vikten kan orsaka permanent krossning av inre omslag. Behåll minst 6 tum avstånd mellan marken och spolens botten för att förhindra fuktansamling och rostbildning. Inomhusförvaring är idealisk, men om utomhusförvaring är nödvändig, täck spolar med vattentäta presenningar samtidigt som luftcirkulationen tillåts för att förhindra kondens.
Miljökontroll förebygger korrosion och kvalitetsproblem. Varmvalsat ståls kala yta är känslig för rost när den utsätts för fukt. Upprätthåll förvaringsutrymmen med en luftfuktighet under 50 % när det är möjligt och se till att ventilationen är god för att förhindra kondens. Även oljebelagda spolar kan utveckla rost om de förvaras i fuktiga förhållanden under längre perioder. Vissa verksamheter använder avfuktare eller korrosionsinhibitoriska tillsatser i lagringsutrymmen som hanterar kritiska material.
Säkra hanteringsprocedurer är viktiga med tanke på vikten och storleken på stålspolar. En typisk spole väger 15-30 ton, vilket kräver traverser, spolelyftare eller specialutrustning för rörelse. Använd aldrig chokers eller selar som kan skada spolens kanter eller få lasten att förskjutas oväntat. Spolargripare eller C-krokar designade speciellt för spiralhantering ger den säkraste lyftmetoden. Se till att all lyftutrustning är klassad för spolens vikt med tillräckliga säkerhetsfaktorer.
Att konvertera varmvalsade stålrullar till färdiga produkter involverar olika tillverkningsprocesser, var och en med specifika överväganden för att uppnå optimala resultat. Att förstå hur varmvalsat stål beter sig under olika operationer hjälper dig att planera effektiv produktion och undvika vanliga problem.
Slitning förvandlar masterspolar till smalare bredder för specifika applikationer. Höghastighetsskärningslinjer använder cirkulära knivar för att skära spolar på längden samtidigt som materialet lindas tillbaka till flera mindre spolar. Kantkvaliteten beror på bladets skärpa och korrekt inställning – slöa blad skapar grader som kräver sekundära gradningsoperationer. Varmvalsat ståls skala kan påskynda bladslitaget, så frekventa bladbyten eller hårdmetallverktyg kan vara nödvändiga för skärning av stora volymer.
Kapning till längd konverterar spolen till plana ark med specificerade dimensioner. Tillskurna linjer rullar upp, plattar ut och skär materialet till ark som staplas för enkel hantering och vidarebearbetning. Varmvalsade ståls inre spänningar är minimala, så skurna plåtar ligger i allmänhet plant utan överdriven krökning eller krökning. Den grova ytan kan dock vara nötande för matningsvalsar och utjämningsutrustning, vilket kräver mer frekvent underhåll än kallvalsad bearbetning.
Formningsoperationer inklusive bockning, stansning och valsformning fungerar bra med varmvalsat stål tack vare dess utmärkta formbarhet. Materialets mjukhet jämfört med kallvalsat stål minskar formningskrafter och verktygsslitage. Den grova ytfinishen kan dock påverka utseendet på synliga områden och kan markera eller gallbildande stansar. Återfjädring är i allmänhet mindre problematisk med varmvalsat stål än kallvalsat, vilket förenklar böjvinkelberäkningar.
Svetsning av varmvalsat stål fortskrider smidigt med de vanligaste svetsprocesserna inklusive MIG, TIG, stick och flusskärna. Ytskalet bör avlägsnas från svetsområden genom slipning, stålborstning eller betning för att säkerställa goda svetsningar. Varmvalsat ståls kemiska sammansättning är vanligtvis okomplicerad utan hög legeringshalt, vilket gör det svetsvänligt med standardprocedurer. Förvärmning kan vara nödvändig för tjocka sektioner eller högkolhaltiga kvaliteter för att förhindra sprickbildning.
Bearbetningsegenskaperna för varmvalsat stål ligger mellan fribearbetningskvaliteter och svårbearbetade legeringar. Materialet skär någorlunda bra med hårdmetall eller höghastighetstålverktyg. Den grova ytan och potentiella skalan kan matta skärverktyg snabbare än bearbetning av betade eller kallvalsade material. Räkna med måttlig verktygslivslängd och planera verktygsbyten i enlighet med detta vid bearbetningsoperationer med stora volymer.
Att säkerställa att varmvalsade stålrullar uppfyller specifikationerna kräver systematisk kvalitetskontroll genom hela produktionen och vid mottagandet. Dessa test- och inspektionsmetoder verifierar materialegenskaper och identifierar defekter innan de orsakar problem vid tillverkning eller service.
Analys av kemisk sammansättning bekräftar att stålet uppfyller kvalitetsspecifikationerna för kolinnehåll, mangan, svavel, fosfor och andra legeringselement. Bruken utför vanligtvis spektroskopisk analys under produktionen och tillhandahåller certifierade testrapporter från kvarnen som dokumenterar sammansättningen. När kritiska applikationer kräver verifiering ger oberoende laboratorietester med optisk emissionsspektroskopi eller röntgenfluorescens bekräftelse.
Testning av mekaniska egenskaper utvärderar draghållfasthet, sträckgräns och töjning genom standardiserade procedurer. Testexemplar utskurna från spolprover genomgår dragprovning för att mäta dessa egenskaper. Resultaten måste ligga inom de angivna intervallen för betyget. Hårdhetstestning med Rockwell- eller Brinell-metoder ger en snabb kontroll av relativ styrka och konsistens över en spole.
Dimensionell inspektion verifierar att tjocklek, bredd och planhet uppfyller toleranserna. Tjockleksmätare mäter på flera punkter över hela bredden för att upptäcka kröning eller kantförtunning. Breddmått bekräftar att spolen matchar beställda dimensioner. Planhet kan bedömas visuellt eller med specialutrustning när det är kritiskt. Kanttillståndsinspektion kontrollerar för sprickor, sprickor eller överdriven vågighet som kan orsaka bearbetningsproblem.
Ytkvalitetsinspektion identifierar defekter som avlagringar, skåror, repor eller rost som kan påverka den färdiga produkten. Även om varmvalsat stål i sig har en grov yta, är alltför stora defekter utöver normal valsskala oacceptabla. Inspektion sker vanligtvis under avrullning eller första bearbetning när hela ytan kan undersökas. Allvarliga defekter kan motivera avslag eller prisjustering.
Brukscertifieringar och spårbarhetsdokumentation tillhandahåller viktiga kvalitetsdokument. Certifierade fabrikstestrapporter detaljerar kemisk sammansättning, mekaniska egenskaper och testprocedurer för varje spole eller produktionsparti. Att underhålla dessa dokument stöder kvalitetssystem, kundkrav och regelefterlevnad. Värmenummer stämplade eller målade på spolar gör det möjligt att spåra material tillbaka till specifika produktionspartier om problem uppstår.
Varmvalsade stålrullar deltar i ett av de mest framgångsrika återvinningsekosystemen inom tillverkning. Att förstå miljöaspekterna av stålproduktion och återvinning hjälper företag att nå hållbarhetsmål samtidigt som de kan minska kostnaderna.
Stål är oändligt återvinningsbart utan kvalitetsförsämring, vilket innebär att stålskrot kan smältas om och omvandlas till nya produkter på obestämd tid. Ungefär 90 % av stålet som används i bygg- och fordonstillämpningar återvinns så småningom istället för att deponeras. Denna exceptionella återvinningsgrad gör stål till ett av de mest miljövänliga konstruktionsmaterialen som finns.
Moderna stålverk använder betydande återvunnet innehåll i produktionen. Elbågsugnsbruk (EAF) kan producera stål från nästan 100 % skrot, medan integrerade kvarnar som använder masugnar vanligtvis innehåller 25-40 % skrot tillsammans med ny järnmalm. Detta återvunna innehåll minskar energiförbrukningen, utsläppen av växthusgaser och utvinning av naturresurser jämfört med att producera stål helt från råvaror.
Energieffektiviteten vid varmvalsning har förbättrats avsevärt genom tekniska framsteg. Värmeåtervinningssystem fångar upp spillvärme från valsnings- och kylprocesser. Datorstyrda operationer optimerar temperaturprofiler och rullningsscheman för att minimera energianvändningen. Moderna bruk förbrukar cirka 50 % mindre energi per producerat ton stål jämfört med verksamhet från flera decennier sedan.
Planering i slutskedet bör överväga hur varmvalsade stålprodukter kommer att återvinnas. Design för demonteringsprinciper gör det lättare att separera stålkomponenter från andra material vid rivning eller skrotning. Att undvika kompositmaterial som är svåra att separera ökar återvinningsgraden. Val av färg och beläggning kan också påverka återvinningsbarheten – vissa beläggningar komplicerar återvinningen medan andra har minimal påverkan.
Skrothantering under tillverkningen återvinner värdefullt material och minskar kostnaderna för avfallshantering. Avskurna delar, kasserade delar och processskrot har alla värde för skrothandlare. Att organisera skrot efter klass och hålla det fritt från föroreningar maximerar värdet. Många tillverkare genererar betydande intäkter från skrotförsäljning som kompenserar för råmaterialkostnaderna.
Den varmvalsade stålindustrin fortsätter att utvecklas genom tekniska innovationer, förändrade marknadskrav och hållbarhetsinitiativ. Att hålla sig medveten om dessa trender hjälper tillverkarna att förutse förändringar och dra nytta av nya möjligheter.
Avancerade höghållfasta stålkvaliteter (AHSS) expanderar bortom kallvalsade applikationer till varmvalsade produkter. Dessa specialiserade stål uppnår högre hållfasthet vid lägre vikt genom noggrann legering och termisk bearbetning. Tredje generationens AHSS kombinerar exceptionell styrka med förbättrad formbarhet, vilket möjliggör lättare strukturer som bibehåller eller förbättrar säkerhet och hållbarhet. Tillämpningar för fordon och konstruktion specificerar dessa material i allt högre grad för att uppnå viktminskning och prestandamål.
Digital transformation och Industry 4.0-teknologier revolutionerar stålproduktionen. Realtidsövervakningssystem spårar alla aspekter av rullande operationer, vilket möjliggör omedelbara justeringar för att upprätthålla kvaliteten. Algoritmer för förutsägande underhåll förutser utrustningsfel innan de inträffar, vilket minskar stilleståndstiden. Artificiell intelligens optimerar rullningsscheman, förutsäger materialegenskaper och förbättrar utbytet. Dessa tekniker ökar produktiviteten samtidigt som de förbättrar produktkonsistensen.
Hållbarhetsinitiativ driver förändringar i ståltillverkningsprocesser och produktutbud. Vätebaserade direktreduktionsprocesser lovar nästan noll produktion av kolstål, även om implementering i kommersiell skala fortfarande är år borta. Teknik för avskiljning och bindning av kol kan möjliggöra fortsatt användning av traditionella masugnar med drastiskt minskade utsläpp. Bruken erbjuder i allt högre grad produkter med certifierat återvunnet innehåll och dokumentation om koldioxidavtryck för att stödja kundernas hållbarhetsrapportering.
Optimering av försörjningskedjan genom förbättrad logistik och lagerhantering hjälper bruk och servicecenter att svara snabbare på kundernas behov. Just-in-time leveranssystem minskar kundens lagerbehov samtidigt som de säkerställer materialtillgänglighet. Digitala marknadsplatser växer fram som förbinder köpare och säljare mer effektivt, vilket potentiellt minskar transaktionskostnaderna och förbättrar pristransparensen.
Globala kapacitetsförändringar fortsätter att omforma konkurrensbilden när produktionen flyttas till regioner med lägre kostnader eller närhet till växande marknader. Att förstå dessa förändringar hjälper köpare att diversifiera leveranskällor och hantera risker. Handelspolitik inklusive tullar, kvoter och handelsavtal påverkar prissättning och tillgänglighet avsevärt, vilket gör det viktigt att övervaka regelutvecklingen i viktiga producerande regioner.
Med hög rostskyddsprestanda är de populära inom bygg-, bi...

PPGI / PPGL COIL fullständigt namn är förmålad galvaniser...
Hamn: Zhejiang, Kina Fördelar med vår förmålade galvan...

TILLÄMPNING AV PPGI Konstruktion: Utanför: Verkstad, j...




